Reverse osmosis systems

Reverse Osmosis is the finest available method of filtration. In order to overcome the osmotic pressure of an aqueous solution, a pressure is applied to a semi-permeable membrane.
More and more users of EUWA equipment in the brewing and beverage industry are opting for reverse osmosis, on request in hygiene-optimised stainless steel construction. The ionic components are largely retained, while pure water passes through the semi-permeable membrane due to the applied pressure. Reverse osmosis membranes are operated in cross flow mode. While pure water (permeate) is produced a second but smaller water stream flows across the membrane surface creating sufficient sheer forces to reliably and continuously remove retained ions from the system. The main advantage of a reverse osmosis system for water treatment in addition to its high efficiency and profitability is its excellent automation characteristics.
Up to 98 percent yield
Measure of the efficiency of a reverse osmosis is the ratio between salt-free permeate and feed flow. The higher this value, the lower is the concentrate volume. For reasons of waste minimisation, a very high yield is desirable. So-called antiscalants or inhibitors are therefore used which raise the solubility of the salts in the concentrate to avoid their precipitation on the membrane surface, so more permeate can be produced, which contributes to a higher efficiency. Also, the dose of mineral or carbonic acid into the feed flow can improve the yield.
Depending on the incoming raw water quality EUWA reverse osmosis achieves yields of between 85 and 90% and in some cases even up to 95%. Combined with the EUWA LIQUICK® process, the yield can be increased even further. The overall system of reverse osmosis and LIQUICK® thus achieves an efficiency of up to 97 percent.
Interested?
At EUWA, good service is of high priority.
That's why we would like to advise you personally and competently. Make your request here and we will get back to you as soon as possible.
Necessary pressure under 10 bar
Another great influence on the operation costs is the generation of the required pressure to force the water through the membrane. Here technological developments have reduced the necessary pressure to less than 13 bar or even to below 10 bar. The installed pump capacity and the mechanical stress of membrane and other components decrease correspondingly. In addition EUWA optimises the energy consumption of its reverse osmosis plants through the use of variable speed drive controlled, high-efficiency motors. Nanofiltration operates with even lower pressure. However, since it uses a more porous membrane monovalent ions such as sodium and chloride are able to pass through the membrane.
Thus nanofiltration is not ideally suited for the brewing water applications. In special cases, such as the ion exchange plant effluent recycling, nanofiltration can be used successfully. In practical use, the performance of a reverse osmosis membranes can be affected by so-called fouling or scaling. Fouling is organic deposits on the membrane, which are at least partially removed from the membrane surface by suitable cleaning. Scaling is the precipitation of inorganic salts on the membrane surface. Again, this process can be reversed by the use of an appropriate cleaning agent. Adequate pre-treatment of the water is vital for trouble-free operation of a reverse osmosis system. In addition to an absence of particles, which is ensured by the fine filters upstream, the load of organic substances should not be too high.
But increasingly a pretreatment with an ultrafiltration is used, which significantly reduces the fouling potential of the raw water. Due to the organic polymer structure of the membranes, the presence of oxidants such as Cl2 or O3 must be avoided, as these damage the membrane irreversibly. For this reason a pretreatment with activated carbon filters or UV light for dechlorination is often used. The desired treated water quality is adjusted by blending raw water into permeate. On top of that for brew water the calcium level can be raised with downstream processes like for instance Calmix®. With an adequate design of the reverse osmosis boiler feed water can be produced parallel to other water quality. It is very low in salinity reducing the required boiler blow down and thus saving energy.
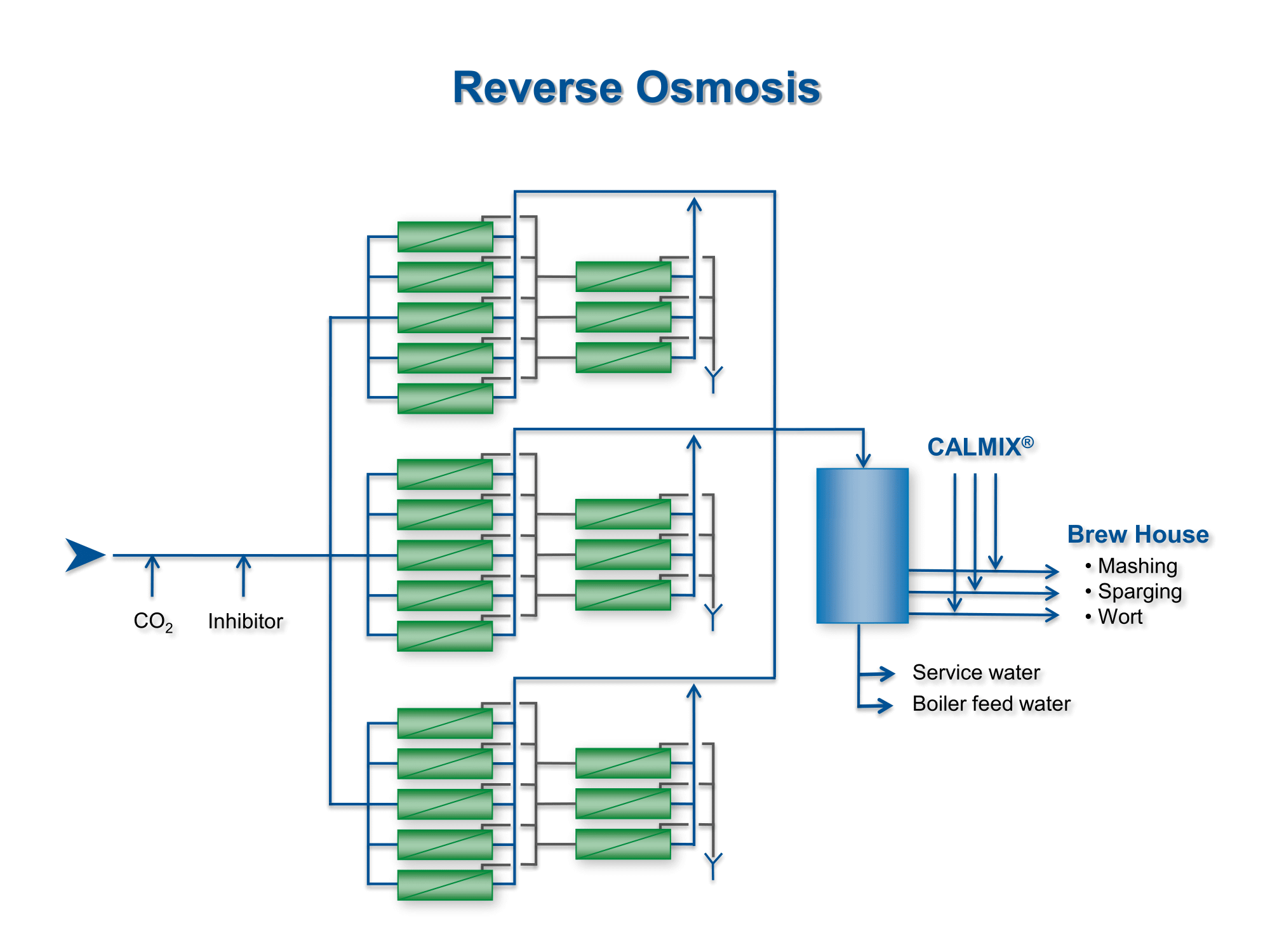
Representation of reverse osmosis
Downloads
Here you will find current downloads with further information.